

When it comes to inventory, one of the questions often heard is, “What parts should we keep on-hand versus direct buy?” There are no tarot cards or crystal ball involved—just good math. That starts with understanding that the average Carrying or Holding Costs are between 25 and 35 percent of the annual value of the inventory.
Carrying Costs are all the costs to maintain inventory, including the cost of the building, utilities, insurance, pilferage and losses, staffing of parts attendant(s), taxes, material handling equipment, and the money tied up in inventory (usually at a rate of Prime).
So, the annual Carrying or Holding Costs for a parts room with $300,000 in inventory would be close to $100,000. A storeroom and warehouse with $2.5 million in parts could be looking at $750,000 to hold inventory.
RIGHTSIZING INVENTORY
What causes inventory to accumulate? My 45 years of experience in maintenance has shown that many mechanics and technicians are “pack rats” who love to hoard. They are convinced they will need it someday, so they keep a few stowed away. They store parts in their service trucks, under their benches, on top of lockers, in cubbyholes, and anywhere parts can be stored. The objective is, “Keep it around Just in Case” (JIC). Many of these techs don’t understand the burden to the organization to store all those parts and the challenge of shelf life.
One of the most effective weapons in your arsenal for avoiding excessive cost is through using an inventory control module analysis. Often part of an Enterprise (ERP) accounting system or a Computerized Maintenance Management System (CMMS), the inventory control module has the ability to track parts usage and generate valuable reports like Exception Reports.
FACTORS TO CONSIDER
There are several factors to consider to rightsize your inventory, such as having the right wear parts at the right time. One of the factors is Consumption, which is Usage over Time (i.e., 4 per month). If it’s rarely needed, why occupy shelf real estate for an item that can be ordered on-demand?
The next deciding factor is Turns, which is how often it’s being used or consumed during a year. In other words, how often is an item being flipped annually? It makes sense to purchase low turn items as needed.
Lead Time is another critical factor, which considers how long will it take to get our hands on one? This is an average time to acquire the item(s) based on average historical deliveries.
Another factor is Impact; what is the delay going to cost the organization? I have referred to this as Readiness Loss, which is the pain associated with not having the part or material ready and on-hand. The pain of this stockout is the downtime that comes from waiting for parts arrival, which can be significant and cost the organization in lost revenue, production delays, overtime increase, loss of reputation, and more.
Both Impact and Lead Time should be looked at when determining what to stock and what not to stock. The best source of the impact is history, which can project the probability of a stockout by showing how often there has been a demand for the part. This is where a VED Analysis can be beneficial.
THE VED ANALYSIS
VED (Vital, Essential, Desirable) has been around for a long time in categorizing parts based on their importance. VED takes into account the crucial factor of “nuisance value,” or how much it’ll cost you to not have that item in stock. Traditional ABC analysis only sorts what you have based on frequency of use or value of the item. That doesn’t account for WHAT should be stocked, just what has been stocked. You can use quantitative or qualitative methods to make the assessment, but it classifies parts on their level of significance to the organization. Prem Gajpa came up with the concept of VED in 1994 to distinguish groups of parts from each other based on certain characteristics. It looks at both Impact and Lead Time.
Vital: Vital category items are those items without which the production activities or any other activity of the company would come to a halt or at least be drastically affected. It would result in significant loss of income or serious threat to life, limb, or environment. This could also include extended lead-time item replacements, which is considered serious impact.
Essential: Essential items are those items with high stockout cost for the company but not at the same level as Vital. Lead times are moderate, so this is considered moderate impact.
Desirable: Desirable items are those items whose stockout or shortage causes only a minor disruption for a short duration in the production schedule. These are non-detrimental to operations, safety, or environment and considered nominal impact.
You can place downtime limits, such as greater than 6 hours downtime for Vital, for example. The main point is all parts are not of equal value and should be distinguished so you can determine what should be on hand versus order when needed. Each part can be categorized with a V, E, or D based on its risk. By looking at the history, you can examine the probability of outage and the impact to risk reduction.
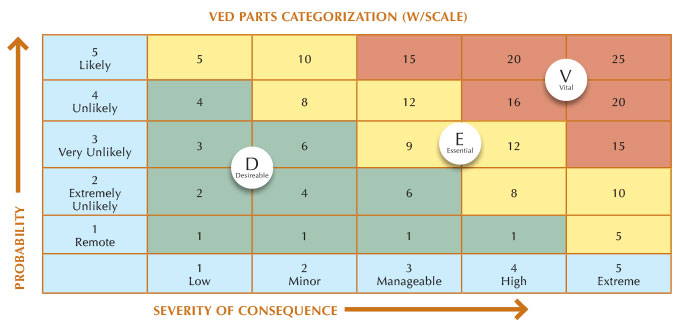
A good method is to use a Risk Matrix to assign values to VED. The chart example shows a quantitative method in assigning numerical risk values in looking at the likelihood and the impact. This means a part with a numerical value of 20 would be considered a V and stocked as an on-hand item. However, an item with a numerical value of 6 would be ordered as needed.
CONCLUSION
By classifying parts using the VED method, one can start to see which items make sense to stock versus purchasing through direct buy. You don’t need three spare tires in your vehicle, but history says you will probably need one.
ABOUT THE AUTHOR
Preston Ingalls is president and CEO of TBR Strategies, LLC, a Raleigh, North Carolina-based maintenance and reliability firm specializing in the construction and oil and gas industries. Preston can be reached at pingalls@tbr-strategies.com, or visit www.tbr-strategies.com.
_________________________________________________________________________
Modern Contractor Solutions, July 2018
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Contractor Solutions magazine.
