

Equipment wears down and sometimes breaks—it’s a fact of doing business, but when it happens unexpectedly, it can lead to unnecessary downtime, costs, and frustration. Hardfacing is one way to quickly, efficiently, and cost-effectively make equipment more wear-resistant. It can also help reduce the number of spare parts to inventory and result in longer equipment life.
HARDFACING TECHNIQUES
Hardfacing bonds a filler metal to the equipment’s base metal in order to obtain specific wear dimensions and/or properties, such as impact or abrasion resistance. The process can return worn parts on older equipment to nearly-new condition for 25 to 75 percent less than the cost of replacement parts—and it can lengthen the life of surfaced parts by up to 300 percent compared to non-surfaced parts, especially on newer equipment.
A few basic guidelines can help provide the best results from the hardfacing process, while also minimizing the risk of parts, such as buckets or teeth, from cracking or breaking.
There are several types of hardfacing, so it’s important to first determine the needs for a specific piece of equipment. Hardfacing techniques include:
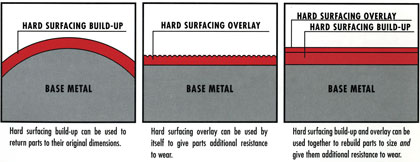
- Build-up: Placing layers of welds on top of each other to return worn equipment to original dimensions
- Overlay: Adding a weld layer that protects the equipment against metal loss
- Combination: Using both techniques to extend equipment life
ALL ABOUT THE BASE MATERIALS
The equipment’s base material is an important consideration when choosing a hardfacing filler metal. Carbon or low-alloy steels are probably the most commonly hardfaced materials. Keep in mind that materials containing higher amounts of carbon and/or alloy content often require pre- or post-heat or stress relieving to prevent cracking.
Austenitic manganese steels are used for abrasion, can be hardfaced, but these too can become brittle during the welding process. Austenitic manganese steels typically do not require preheat unless the temperature of the part is less than 50 degrees F to remove or “sweat out” excess moisture within the steel. During hardfacing, the base metal temperature should remain under 500 degrees F. Exceeding this for an extended period of time increases the steel’s brittleness and it starts to lose its abrasion resistance; austenitic manganese steels with higher carbon and lower manganese content accelerate this time/temperature reaction.
The base material can be identified by a magnet—low-alloy and carbon steel are magnetic, while austenitic manganese steel is not. Watch out for austenitic manganese that has been work-hardened, as it can develop a slight magnetism to it that can be mistaken for carbon steel or low-alloy steel. Spark tests can also be completed to determine base metal type and may require grinding on the part. Consult a spark profile chart from a trusted filler metal manufacturer to help identify base metals.
WEARING EQUIPMENT FACTORS
The type of wear the equipment encounters is another important factor to determine the best hardfacing filler metal. Abrasion accounts for roughly 55 to 60 percent of equipment wear, and there are several types:
- Low-stress scratching: When the metal slowly wears away due to scouring action. Hardfacing with carbide or chrome-carbide filler metals best protects against this type of wear.
- High-stress grinding: The repeated crushing and grinding of materials against the equipment. The best filler metals are those containing austenitic manganese, martensitic irons, or titanium carbides.
- Gouging: Occurs when large objects press against the equipment. Filler metals containing high carbide alloys and supported by austenitic manganese provide good impact resistance to protect against gouging.
In addition to abrasion, other types of common equipment wear include:
- Impact wear: Results from a compressive load placing high mechanical stress on the equipment; use austenitic manganese steel filler metals.
- Adhesive wear: Occurs from non-lubricated friction of metal parts against one another; a martensitic hardfacing alloy is recommended.
Secondary types of wear include:
- High-temperature: Thermal fatigue or fire cracking, which is when equipment repeatedly encounters high temperatures and cools rapidly. A non-ferrous alloy is best to protect steel surfaces subject to temperatures above 1,200 degrees F; use a filler metal containing chromium-carbide or a martensitic steel filler metal for anything below that.
- Corrosive wear: Should be dealt with separately; consult an equipment or filler metal manufacturer to obtain recommendations.
SURFACE FINISH
Filler metals for hardfacing range from easy to difficult to grind, so the type of surface finish required is another consideration in making the filler metal choice. When a smooth surface is necessary, measure the time and cost of grinding versus using a filler metal that has slightly less wear resistance, but provides a smooth finish. Another option is a filler metal that can be heat-treated to soften it for machining, and then brought back to the hardness necessary to protect equipment. The lower the percentage of carbides in the filler metal, the less likely stress relief checks will occur. However, a lower carbide percentage will also provide less abrasion resistance.
REPAIRING EXISTING EQUIPMENT
Even with preventive maintenance like hardfacing, equipment can still break. Keep in mind these filler metal considerations to handle equipment repairs.
- The chemistry of some filler metals allow them to be used joining a broken part and hardfacing on austenitic manganese. Filler metals with higher amounts of manganese can be used for both purposes because they are more ductile.
- Filler metals with higher carbon content have increased hardenability and shouldn’t be used for joining; it increases the brittleness of the weld and makes it more likely to crack or break.
- When welding on austenitic manganese steel, it’s recommended to remove a 1/8-inch layer of base metal—which can be the work-hardened layer—to help avoid under-bead cracking.
- Low-alloy steel has a higher strength, so it requires the use of a higher strength filler metal to obtain the best results when repairing a broken part. ■
About The Author: Kevin Trick is an application engineering specialist at Hobart. For more information, visit www.hobartwelders.com.
_________________________________________________________________________
Modern Contractor Solutions – March 2016
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Contractor Solutions magazine.
